

聯系我們
聯系電話:4008-168-880
深圳總部銷售客服:13714053430
深圳總部傳真:0755-89501950
深圳總部售后:13714053430
在線QQ:4008168880
skype:tflaser1
模具的直邊尖角邊的激光修復技巧(二)
信息來源:本站 日期:2016-07-01
在上一篇文章http://m.inacow.com/article/detail/143中,我們知道了激光修復模具的直邊尖角邊時,很容易出現修復部位和模具母材的連接位置有燒損的現象。繼續加長延伸,雖然對原有的燒損修復,但后面有出現了同樣的問題,一直很難解決。
現在通發激光與您分享了一種方法叫:通發激光焊絲貼邊法。本集通發激光與大家分享第二種方法:通發激光雙向防燒損法。操作方法如下:針對激光補焊中小型模具的直角邊時,將模具擺斜約45°放置在工作臺上,即尖角邊向上,用磁鐵或墊塊使之處于穩定狀態,不能搖晃。搖動工作臺X軸并進行調整,使得模具邊與工作臺X軸成平行狀態,模具左右移動時,模具邊一直處于顯微鏡十字中心線,不能偏離。
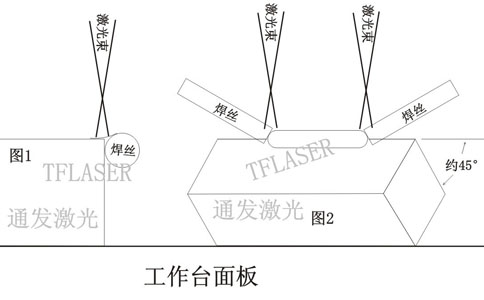
調節好TFL-200III模具激光焊機的相應參數,先空打一遍模具的尖角邊到所需長度,空打之后,模具的尖角邊被融踏形成一個圓弧形狀。接著在采用正常的方法添加焊絲持續進行融化覆蓋,可以融化2層以上,直至達到所需的高度。注意此時激光能量盡量小并只需熔化焊絲即可,大能量強則容易燒傷兩個側面和補焊位置與模具母材的連接位。如果始終出現焊接部位與模具母材連接處有燒損的現象,通發激光建議您,采用焊絲蓋住燒損部位,在激光融化焊絲的瞬間,拔出焊絲,此時焊絲所融化的部分會覆蓋住燒損點。如果您操作不熟練,也可以在焊絲融化覆蓋在燒損部位后,直接左右擺動焊絲,掰斷焊絲,焊絲所融化的部位也能達到覆蓋燒損的部位。如果左邊開始補焊的位置有同樣燒損的現象時,同理也可以用這個方法,但需要把焊絲添加的方向進行反向放置即可。如右圖2示意,通發激光建議您采用正離焦法,可以減輕相鄰2邊的可能出現的咬痕。
雙向防燒損法是通發激光18年模具激光修復經驗積累中研究出來的對模具直邊尖角邊修復一個很有效的方法,希望對業內人士有所幫助。


